
包装袋密封性检测
在袋生产过程中由于众多因素的影响,可能会产生封合时的漏封、压穿或材料本身的裂缝、微孔,而形成内外连通的小孔。这些都会对包装内容物产生很不利的影响,特别是食品、医药包装、日化等行业,
密封性将直接影响产品的质量。密封性不好是造成日后渗漏腐败的主要原因。其中风琴袋的包装特别是四层处最容易出现泄漏。密封性测试(使用设备:百戈仪器BOGOO密封性测试仪)的相关标准详见表1:
表1 密封性测试的有关标准
|
标准号 |
标准名称 |
样品类型 |
测试方法 |
测试条件 |
|
ASTMD3078-1994
|
检测软包装件泄漏的标准测试方法 |
包装件
|
气泡和染色的目测 |
17Kpa、24Kpa 、51Kpa 、91Kpa的真空度下保持30s |
|
JIS Z0382-1981 |
密封软包装的试验方法 |
包装件 |
气泡和染色的目测 |
0.98Kpa的真空度下保持30-60s |
|
GB/T 15171-1994
|
软包装件的密封性能试验方法 |
软包装件 |
气泡和染色的目测 |
20Kpa、30Kpa、50Kpa、91Kpa的真空度下保持30s |
密封性测试具体方法各不相同,国内生产实践中常用GB/T 15171-1994标准。
1. 着色液浸透法
这种方法通常用来检验空气含量极少的复合袋的密封性。方法如下:将试验液体(与滤纸有明显色差的着色水溶液)倒入擦净的试验样袋内,密封后将袋子平放在滤纸上,5min后观察滤纸上是否有试验液体渗漏出来,然后将袋子翻转,对其另一面进行测试。
2. 水中减压法(真空法)
这种方法又包括真空泵法和真空发生器法,通常用来检验空气含量较多的复合袋。
(1) 真空泵法
测试装置主要由透明耐压容器、样品架以及真空系统(真空泵、真空表等)组成。这种方法有如下缺点:形成真空的时间长,且不稳定;密封性能不好;压力为指针式显示,精度偏低。因此现在已逐步被淘汰。
(2) 真空发生器法(使用设备:百戈仪器BOGOO密封性测试仪)
这种方法目前在软包装行业内应用广泛,它利用射流原理,正压变负压形成稳定的空气源,高精度电子压力传感器实时显示测试容器内的真空度,微电脑自动控制,试验参数(真空度和保持时间)可随意设定,达到真空所需时间短,真空保持平稳,密封性能好。
3. 测试步骤
根据GB/T 15171-1994软包装件的密封性能试验方法:在水的作用下,外层材料的性能在试验期间是否会发生变化,如外层采用塑料薄膜的包装外,可以通过对真空室抽真空,使浸在水中的试样产生内外压差,以观测试样内气体外逸或水向内渗入情况,以此判定试样的密封性能。
以百戈仪器生产的MFY-01A型密封性测试仪(如图1所示)为例。参照GB/T 15171-1994标准,在真空室内放入适量的蒸馏水,将包装袋浸入水中,袋子的顶端与水面的距离不得小于25mm.盖上真空室的密封盖,设置真空度,并保持30s。在此期间如有连续的气泡产生,则为漏气,孤立的气泡不视为泄漏。试验原理如图2所示。

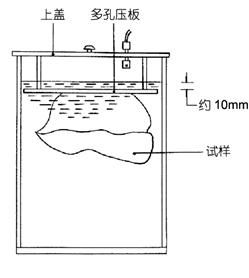
图1 图2
需要说明的是,该设备的真空度数值0~-100Kpa可以设定,此外该设备还具有自动保压、补压功能,达到设定的压力后自动计时开始保压,保压时间到后如不漏气则为合格产品,若未达到设定的压力与时间即出现冒泡现象,则包装袋视为不合合,可手动泄压,打开密封盖,更换试样袋,重新设置真空度和保持时间。所设置的真空度值根据试样的特性(如所用包装材料、密封情况等)或按有关产品标准的规定确定,但不得因试样的内外压差过大使试样发生破裂或封口处开裂。
4. 泄漏常见原因及解决方法(见表2)
表2包装袋泄漏常见原因及解决方法
|
原 因 |
泄 漏 情 况 |
解 决 办 法 |
|
薄膜原因: 1. 太厚 2. 抗压穿性差 3. 爽滑剂太多或有异物 4. 薄膜本身有漏点 |
压穿、漏封
压穿 漏封 |
清洁、调换所有薄膜
|
|
热封膜具原因: 1. 粗糙、有棱角 2. 与袋形状、大小不匹配 3. 上下模具不平行 |
压穿
压穿、漏封 压穿=漏封 |
修理热封模具,调整设备平行度
|
|
工艺原因: 1. 热封压力太大 2. 热封压力太小 3. 热封温度太高 4. 热封温度太低 5. 热封时间太长 6. 热封时间太短 |
压穿
漏封 压穿 漏封 压穿 漏封 |
更改相应压力、温度和速度参数
|
|
内容物污染封口部位 |
漏封 |
调整设备参数,防止内容物污染使用抗污染薄膜 |
济南百戈实验仪器有限公司
电话:0531-88060631


